 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備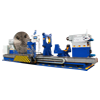 重型臥式車牀系列
重型臥式車牀系列 軋輥車牀系列
軋輥車牀系列 大型臥式車牀系列
大型臥式車牀系列 數控端面車牀系列
數控端面車牀系列 大型落地車牀系列
大型落地車牀系列 車銑磨組合機牀系列
車銑磨組合機牀系列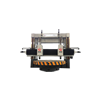 立式車牀系列
立式車牀系列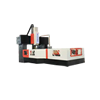 龍門銑牀系列
龍門銑牀系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞一般情況下,將尾座安裝於重型臥式車牀導軌上,在移動時,液壓系統實現建立壓力,並對整體進行壓縮,這些作業過程都是在尾座內部的碟簧中實現,將尾座與導軌的夾緊裝置鬆開,通過伺服電機驅動在導軌上移動。在任何位置上停止移動,數控車牀的液壓系統都會達到停止工作狀態。壓力卸荷,碟簧便會瞬間恢復彈力,從而讓尾座夾緊定位在導軌上。
重型臥式車牀尾座在加工作業過程中,對工件主要起到輔助支承的效果。而我們在數控車牀加工過程中不難發現,尾座在頂緊工件時,所發生的後移情況,會讓工件處於只有卡盤單獨夾緊的情況下,長軸類零件無法實現加工過程。接下來,小編同學會由內到外地對數控車牀進行分析,當設備處在高溫、粉塵大、空氣中水蒸氣含量多的環境中時,其中又以粉塵、高溫危害極大。對粉塵而言,雖P3自動壓濾機過濾濾餅水分可控制在22%~26%範圍內,但現場環境溫度高,加上物料粒度僅爲2μm~4μm,濾餅表層物料很容易乾燥,因此空氣中含細微粉塵較多。
液壓系統額定壓力5MPa,起初我們認爲是壓力過高,尾座頂出後克服了夾緊導軌力,但在對壓力調節後,數控車牀所存在的故障依舊存在。尾座與導軌夾緊鬆開間隙,可通過偏心鎖緊進行調整,但調整偏心鎖緊後,故障依然存在。
爲此,在分解尾座後,發現重型臥式車牀內部碟簧碎裂,且部分碟簧恢復變形緩慢。在更換碟簧後,先調低系統壓力,再逐漸增大壓力至5MPa,尾座頂緊後不再出現後移情況。

 客服1
客服1  客服2
客服2